
compensation
hole compensation
contour compensation
calibration
accuracy
dimensional accuracy


12

5
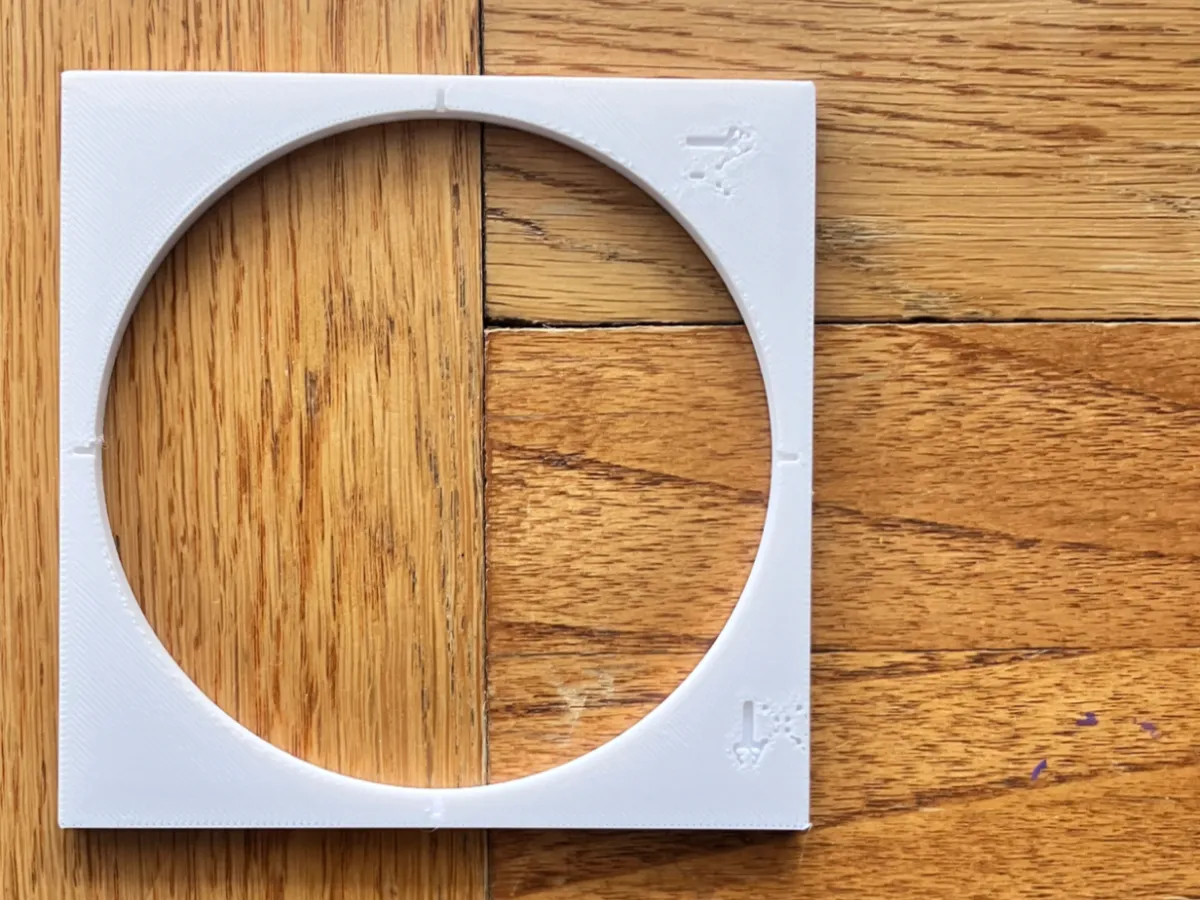
Simple 110mm Calibration Square with 100mm Hole
It's so important to get dimensional accuracy and I couldn't find a quick, easy and repeatable way to do this properly. So I created this. This is a laughably simple, yet surprisingly useful dimensional accuracy calibration tool to obtain X-Y contour compensation and X-Y hole compensation settings in your slicer.
After calibrating flow rate, your prints may still have slight dimensional errors - outer dimensions too small/large, or holes that don't match their designed size. This model helps you measure those errors and calculate the compensation values needed.
Why 100mm?
Most hole calibration models use small holes (3-10mm), but measuring errors on small features amplifies measurement uncertainty. A 0.1mm error on a 5mm hole is 2% - hard to distinguish from caliper wobble. The same 0.1mm error on a 100mm hole is just 0.1% - much easier to measure accurately.
The compensation values derived from this large hole scale down to smaller holes. Calibrate once with precision, apply everywhere.
Features:
- 100mm diameter circular hole
- 110mm square outer dimension (5mm wall thickness)
- Alignment notches at 0°, 90°, 180°, 270° for consistent measurement orientation
- X and Y axis markers for identifying directional differences
- 5mm height - quick to print, enough layers to stabilize dimensions
How to use:
1. Print with your calibrated flow rate
2. Measure outside dimensions (should be 110mm)
3. Measure inside hole diameter (should be 100mm)
4. Calculate errors and apply half the error to your slicer's XY size compensation and XY hole compensation settings
Example calculation:
Measurements taken:
- Outside X: 109.89mm
- Outside Y: 109.89mm
- Inside X: 100.37mm
- Inside Y: 100.17mm
XY Size Compensation (outside):
Error = Designed - Measured
Error = 110.00 - 109.89 = 0.11mm (undersized)
Compensation = Error ÷ 2
Compensation = 0.11 ÷ 2 = +0.055mm
XY Hole Compensation (inside):
Average measured = (100.37 + 100.17) ÷ 2 = 100.27mm
Error = Designed - Measured
Error = 100.00 - 100.27 = -0.27mm (oversized)
Compensation = Error ÷ 2
Compensation = -0.27 ÷ 2 = -0.135mm
Why divide by 2? Compensation is applied per-side. A 110mm square has two sides in each axis - if the total is 0.11mm undersized, each side needs +0.055mm.
Bill of materials
- NameQuantityNotes
- 1Python Script1Python script allows changing of dimensions
Originality of the Model
The author declares that this work is their personally original model
This model is licensed under the following terms:
No Copyright.
Models(2)
 hole_calibration_100mm.pyDesigner
hole_calibration_100mm.pyDesigner
14.45 KB

2026-02-05
- hole_calibration_100mm.stlDesigner
48.71 KB
2026-02-05